料管壓縮模擬於射出成型模流應用分析
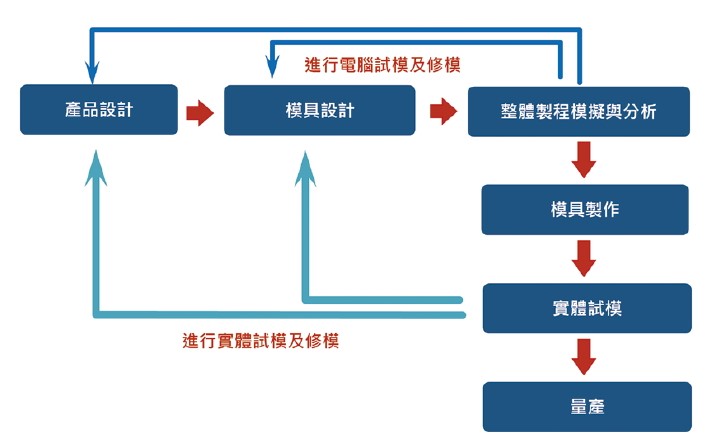
工業4.0核心課題就是虛實融合系統(Cyber Physical System, CPS),目前最成熟應用虛擬的模型來描述真實射出成型製程的方法,便是透過發展已多年的「模流分析」技術,將射出成型中的所有元素都轉換為虛擬系統,針對產品品質與生產效能的計算在虛擬系統中完成後,反應到實體空間作為生產決策的建議,其運作流程如圖一所示。
圖一 射出成型產品開發新概念
射出成型實務和模流分析比對過程當中,最關鍵的執行步驟便是需要盡可能讓模流分析輸入資料和真實世界射出過程的條件一致。可能導致後續比對不一致的因素有很多,例如機器性能造成機械響應有快有慢、材料加工過程中特性掌握、數據測量方法以及產品幾何一致性等。在確保這些輸入資料的正確性後,模流分析預測的結果往往可以高度符合實際結果,並為使用者帶來模穴內完整的計算資料,以利進行後續設計變更的優化調整。在射出壓力的比對上,在確定幾何與現場一致性後,首要面對的問題,便是材料黏度模型的建構及參數取得,材料黏度模型需能有效考慮加工過程中包括溫度、剪切率以及壓力的效應等。
其中愈顯重要的是射出機台作動的模型建構。以射出成型射出單元來看,螺桿內部有進料區、塑化壓縮區與計量區;如圖二所示,藉著螺桿一邊旋轉一邊後退,將固體塑料往噴嘴端送,期間塑料由固態變成熔融態,累積於螺桿前端準備射出。此螺桿前端至噴嘴區內,塑料將承受高溫且具壓縮性的明顯變化(包括黏度及PVT),若射出保壓的模擬將此因素納入,將可以描述更好的入口條件,並產生更好的壓力峰值預測。
圖二 料管內不同元件示意圖
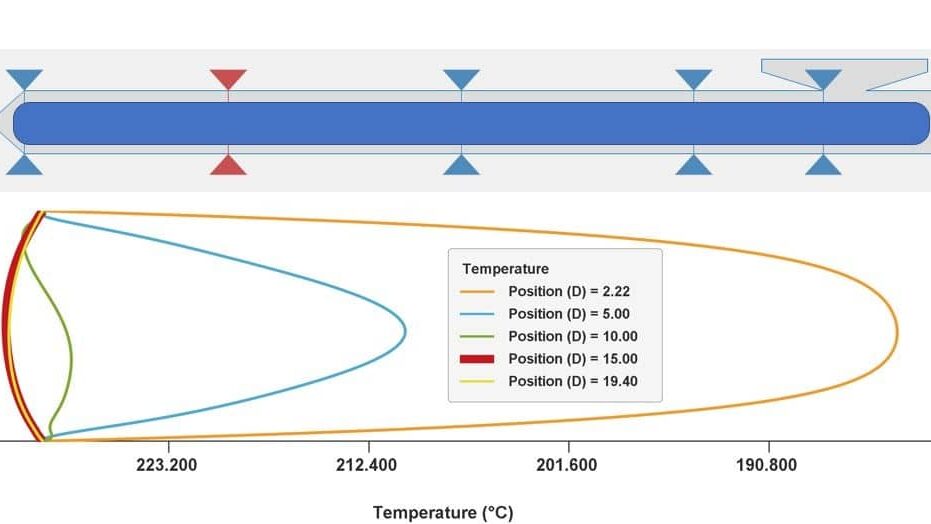
Moldex3D很早便在軟體中引入此料管區壓縮的概念,利用材料本身的PVT隨溫度壓力變化,以程式內部動態壓縮元素計算密度壓縮因子,計算此區域材料在射出保壓過程中的質量守恆變化情況如以下公式:
其中ρ表示材料密度,V表示料管體積,t為這一步時間,t+△t為下一步時間,FR表示噴嘴區的流率值,計算模擬結果如圖三所示。由於材料比容在螺桿前端受壓縮效應影響,導致流率經過料管及噴嘴後,與機台上設定的數值有所落差,特別是在材料壓縮性變化大或愈精密的小尺寸產品上,其差異會更明顯。透過導入上述計算公式,Moldex3D的模擬結果已能有效縮減此差距。目前此分析技術已成功應用在客戶實際案例上,預測壓力在充填過程中的變化。
圖三 考慮機台響應參數鑑定的流率變化
在機台螺桿運動的控制參數方面,傳統模擬將螺桿的運動轉化為單純施加在熔膠上的速度與壓力,這其實是過度簡化了塑料的流動行為。以閉迴路油壓機為例,實際在射出階段,為了消弭當下量測到的速度與成型人員所輸入之射出速度的差異,機台會藉由控制器來調整比例閥,以增加或降低的螺桿的前進速率。這個控制迴路的響應快慢,決定了機台能否穩定生產。而機台響應的快慢是個非線性的控制模型,如何置入模流分析中進行模擬,往往是使用者在給定條件中常遇到的執行問題。
在Moldex3D的新版本中,使用者可透過機台鑑定步驟,操作機台的充填速度與壓力響應設定,並以實驗方法鑑定機台參數響應模型,將真實機台響應納入CAE模流分析進行考慮。如圖三所示,以此一段流率設定而言,傳統CAE模式分析(CAE...
2020 年 02 月 24 日